


工字钢冷弯机操作流程
(1)将所需冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间;
(2)启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢;
(3)达到设计所需弧度时关闭液压系统,启动机械传动系统,使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业;
(4)冷弯结束时,关闭机械传动系统的同时,启动液压系统 。将冷弯型钢放置在辅助系统 的门式托架上。
简介:
工字钢冷弯机就是弯曲工字钢的机器,也被大家叫做工字钢弯曲机,工字钢弯拱机。它适用于工字钢、H型钢、U型钢、方管、圆管等其他型材进行弯弧起拱。它应用于隧道、地铁、水电站、地下洞室等行业施工中,是钢拱架支撑制造的理想设备。该设备操作简单,成型效果快。被各项工程和刚架构加工厂广泛应用。
是隧道工程掘进施工过程中的一种工艺方法,主要用于自稳时间段的软弱破碎带,浅埋段,洞口偏压段,砂层段,砂卵石段,断层破碎带等地段的预支护,超前小导管是稳定开挖工作面的一种非常有效的辅助施工方法,在软弱及破碎岩层施工中。 打开加热器(环),待温度达到后,推动合金模具,管头形状即达到要求,整个过程约15分钟,小导管尖头机产品特点12大优势1.加热快:快加热速度不到1秒(速度快慢可调节控制)2.加热广:可加热各式各样的金属工件(根据工件形状不同更换可卸式感应圈)。甘肃天水小导管打眼机_小导管箭头机。
小导管尖头机参数介绍:
型号:42/50NCB
大椎管能力:Φ50*2mm
一次缩管能力:500mm
电压:380V
电机功率:4kw
成型时间:7-30s/次
模具开闭量:50mm
重量:1300kg
外型尺寸(长宽高):2650*850*1300mm

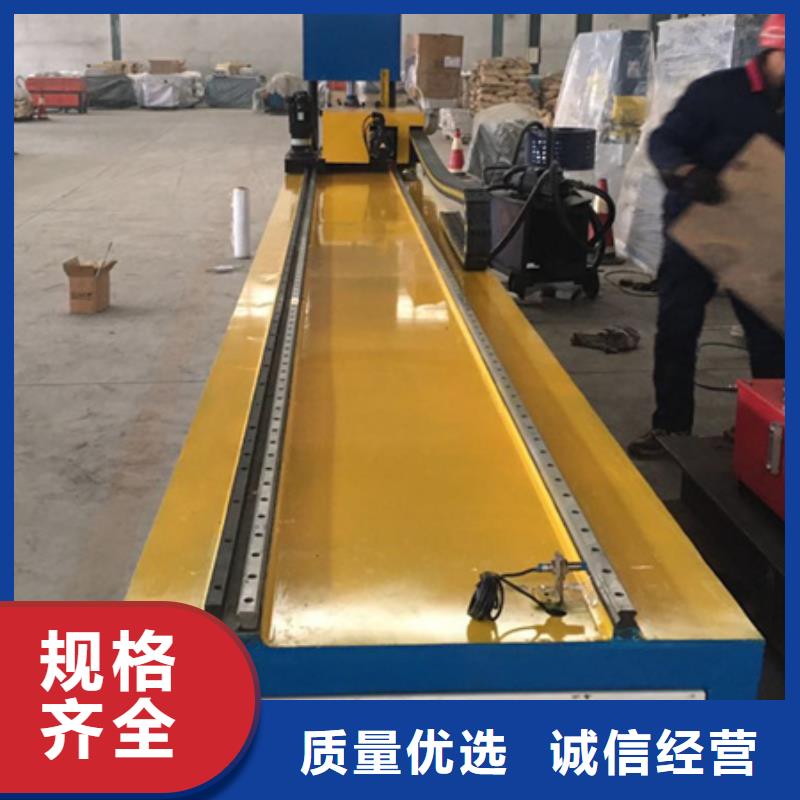
WGJ-250全自动电液控制型冷弯机是隧道支护钢拱架加工制作的新型设备。它由底座、机械传动、冷弯系统、液压系统、电器控制系统和辅助系统等六大部分组成。工作时,将所需冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间,启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢,待达到设计所需弧度时关闭液压系统,启动机械传动系统, 使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业。在冷弯结束时,关闭机械传动系统 , 同时启动液压系统 , 使液压缸收回。将冷弯型钢放置在辅助系统 的门式托架上即可。这种冷弯作业, 保证了材质的强度, 提高了支护钢拱架的质量,极大地提高了工效,操作简单、明了。冷弯机与压床相比,具有良好的工作性能。
甘肃天水小导管尖头机注意事项:
1.正确使用设备,认真执行设备保养,遵守操作规程,是减少设备故障,延长设备使用寿命,保障生产的必要条件,因此设备的操作者及维修人员必须了解设备的结构、性能、维护保养方法和操作规程。
2.在油箱没有注入油前切勿启动电机。使用前首先检查油箱内的油是否加满,如不足应加满,以防油泵吸空。设备使用的液压油必须经过严格的过滤方可注入油箱,油箱在装油前必须清洗好,一般使用46号抗磨液压油
3.本设备是用油为介质,必须做好油及本设备的清洁保养工作,以免淤塞或漏油影响使用效果。油液必须保持干净,次使用的时间不应超过两个月,更换时,应同时清洗过滤网和油箱,注意过滤网可放在煤油中冲洗,不能用硬刷子刷洗,如油液未变质,在经过过滤后仍可使用。
 jmc
jmc
油箱容量共有18种规格(单位:升/L): 25、40、63、100、160、250、400、630、800、1000、1250、1600、2000、2500、3200 、4000、5000、6000 本系列液压站根据用户要求及依据工况使用条件,可以做到: 1、按系统配置集成块,也可不带集成块。 2、可设置冷却器、加热器、蓄能器 3、可设置电气控制装,也可不带电气控制装置。数控小导管冲孔机小导管箭头机
数控小导管冲孔机小导管箭头机

简单方便寿命保证:本设备件均为名优配件,基础件加工采用数控加工中心制作,装配精度高,大限度设备使用寿命。小导管在开挖时承受地层的压力,为保证灌浆防止漏浆,小导管的尾部需设置封堵孔。注浆施工应根据土质条件选择注浆法:在砂卵石地层中宜采用渗入注浆法;在砂层中宜采用、渗透注浆法;在粘土层中宜采用劈裂或电动硅化注浆法;在淤泥质软土层中宜采用高压注浆法。注浆材料应具备良好的可注性,固结后应有一定强度、抗渗、、耐久和收缩小,浆液须,注浆工艺应简单、方便、注浆材料的选用和配比的确定,应根据工程条件,经试验确定。注浆施工期应监测地下水是否受污染,应该防止注浆浆液溢出地面或超出注浆范围。湖北注浆小导管箭头机小导管锥度机
6000mm。也可根据要求定制非标设备。 5)操作界面简单易学,傻瓜操作,有自动计算功能,有单支等距冲孔(专业针对防盗窗管材冲孔设计程序,只要把料长,冲针直径,孔数输入电脑,就会自动计算头尾长度和孔距)。 6)送料方式:采用液压/气动夹紧工件自动进料后按孔距自动向外送料送料方式采用高精度伺服电机自动控制送料。
青海海西全自动数控小导管箭头成型机_小导管箭头成型机
可采用引孔或直接顶入方式。 1用电钻钻孔,孔直径大于小导管直径的10-20mm,孔深视导管长度而定。 2插入导管如插入有困难,可用带有顶进功能的风钻将套管顶入。 3用吹风管吹出孔内的杂物。 4小导管尾缠棉纱,使得小导管与钻孔密贴,并用棉纱将空口堵紧。 5小导管安装后必须使得其周围一定范围内用喷射砼封闭。喷射厚度控制在5-8cm。
小导管尖头机操作:小导管尖头机通过机械传动带动钢管旋转并在钢管的一端用火焰加热当达到一定温度时用成型模对加热的钢管头部进行赶制直至达到所要求的。甘肃天水小导管打眼机_小导管箭头机